
Плоскосворачиваемые рукава и шланги, одобренные РМРС
Наименование
Рукав плоскосворачиваемый напорный многоцелевой полиуретановый
ТУ 22.19.30-001-36789859-2019
(устойчив к широкому спектру веществ)
Условный диаметр DN: 19, 25, 38, 45, 50, 65, 80, 100, 150, 200, 250, 300, 400, 600, 800 мм
Рабочее давление до 6.5 МПа
Разрывное давление до 15.0 МПа
Стандартные длины 200 м / 100 м
Доступна длина до 5 000 м одним отрезком
Температурный режим от -60 °C до +80 °C
Предлагаем не только типовые решения, но также можем изготовить рукав с заданными Вами характеристиками. При заказе от 1000 м гарантированно предлагаем самую низкую цену в России!
Сфера использования плоскосворачиваемых рукавов
Создание гибкого временного трубопровода для передачи жидких или абразивных грузов, бетона, водных растворов, в том числе питьевой воды (сертифицировано), химикатов, кислот, удобрений, нефтесодержащих вод, дизельного топлива, бензина, керосина и прочих нефтепродуктов.
Применение по типу отраслей
- Перекачка нефтепродуктов между танкером и берегом и бункеровка в труднодоступных местах. Рукав устойчив к среде дизельного топлива, нефти, химических продуктов, масел, загрязненных и льяльных вод, и прочих нефтепродуктов и содержащих их жидкостей. Шланг устойчив к большому перечню химикатов.
- Сельскохозяйственный комплекс
- Шланговые линии, гибкие трубопроводы для подачи на поля воды или удобрений.
- Перекачка навоза на животноводческих фермах.
- Удобная и быстрая наладка ирригации на пересечённой местности, отвод/подвод воды.
- Горнодобывающая промышленность
- Подача воды, растворов, рассолов и пр. химикатов при освоении месторождений и прочих техпроцессах.











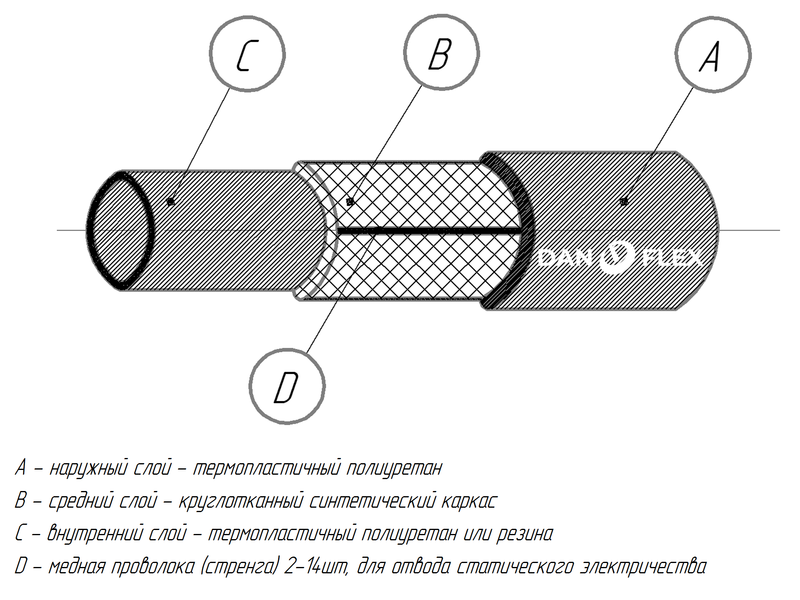
Конструкция плоскосворачиваемого рукава
Процесс производства данного типа рукава достаточно трудоёмкий, но относительно простой с точки зрения понимания, его даже можно назвать одношаговым, если сравнивать с производством резиновых рукавов, где для получения рукава производится гораздо больше технологических действий и процессов. Называется такой метод производства «extrusion through-the-weave».
Все этапы внедрения каркаса в слои полиуретана и получения целостного рукава происходят одновременно, пропуская каркас через специальную машину — экструдер, куда подаётся «чулок» — каркас и гранулы полиуретана, которые под действием температуры и давления плавятся, сливаясь с каркасом в единое целое, оставляя каркас внутри, и в итоге на выходе мы получаем бесслойный и бесшовный цельнотянутый гибкий плоскосворачиваемый рукав — тело будущего шланга.
Внутренняя и наружная поверхности рукава состоят из полиуретана, середина — надёжный высокопрочный каркас и они неотделимы, в отличии от дешёвых технологий, где полиуретан приклеивают к каркасу, и отсюда, после некоторого срока эксплуатации, у склеенных рукавов происходит расслоение корда и полиуретана и образование грыж. Использовать такой рукав неэффективно и даже небезопасно. С помощью же метода «extrusion through-the-weave», автоматика как бы впрессовывает полиуретан в текстильную основу каркаса, покрывая каркас с внешней и внутренней сторон.
Каркас — это основа рукава, от выбора материалов первого зависит то, каким крепким и надёжным будет рукав в ходе службы. Необходимо уделять особое внимание сырью из которого изготавливается каркас. Готовится он заблаговременно, в другом цехе и на другом оборудовании на специальных ткацких станках. Изнутри уже готовый рукав получается достаточно гладким, что обеспечивает отличную скорость потока, снаружи хорошо ощущается узор каркаса рукава.
В теле рукава, среди нитей каркаса, вплетаются, по необходимости, стренги — тонкие проволочки из меди для отвода статического электричества, что обязательно при работе с горючими материалами, обычно от 2 до 14 штук, в зависимости от марки или предназначения рукава, хотя и медные стренги не всегда нужны, иногда незачем делать себестоимость дороже, например, при перекачке водных или абразивных негорючих растворов.
На стадии сборки шлангов — готовых к работе изделий с концевыми соединениями (фитингами), стренги подключаются к фитингам по необходимости, обеспечивая электропроводимость шланга по всей длине от одного фитинга до другого.



Концевые соединения для плоскосворачииваемых рукавов
На рукавах данного типа мы, как правило, используем усиленные концевые соединения — от 6 до 9 винтов на муфте, что является необходимостью при перекачке агрессивных жидкостей, в том числе под высоким давлением, как в море, так и на берегу в условиях необорудованного берега.
Подробнее можно узнать в разделе концевые соединения.
